





Produktion
Als unseren Schwerpunkt verstehen wir die Qualitäts-Runderneuerung. Deshalb produzieren wir unsere Reifen mittels des Prozesses der Kaltrunderneuerung, bei der die vorvulkanisierten Laufstreifen bzw. Laufringe, welche wir von unseren Materialherstellern Goodyear, Marangoni und Kraiburg erhalten, mit der vorbereiteten Karkasse zusammengeführt werden und dann im Autoklav vulkanisiert werden.
Die Kaltrunderneuerung ist eine formunabhängige Runderneuerung, bei der ein bereits vulkanisierter Laufstreifen verwendet wird. Dieser wird mittels einer unvulkanisierten Bindegummischicht auf die abgerauhte Karkasse aufgebracht und in einem Autoklav bei einer Temperatur von ca. 110°C abgeheizt.
Bei der Kalterneuerung wird ein vorvulkanisierter Laufstreifen mit einer vorbereiteten Reifenkarkasse zusammengefügt.
Der Produktionsablauf

Optische Karkassen-Prüfung
Jede Karkasse wird vorab einer genauen Sichtprüfung und Einsatzbeurteilung unterzogen. Marke, Alter und Beschädigungen werden geprüft und auf dem Laufzettel dokumentiert.

Shearografie
Mit Hilfe der Shearografie können alle äußerlich nicht erkennbaren Mängel, wie z.B. Gürtellösungen oder Zwischenlagenlösungen aufgedeckt werden.

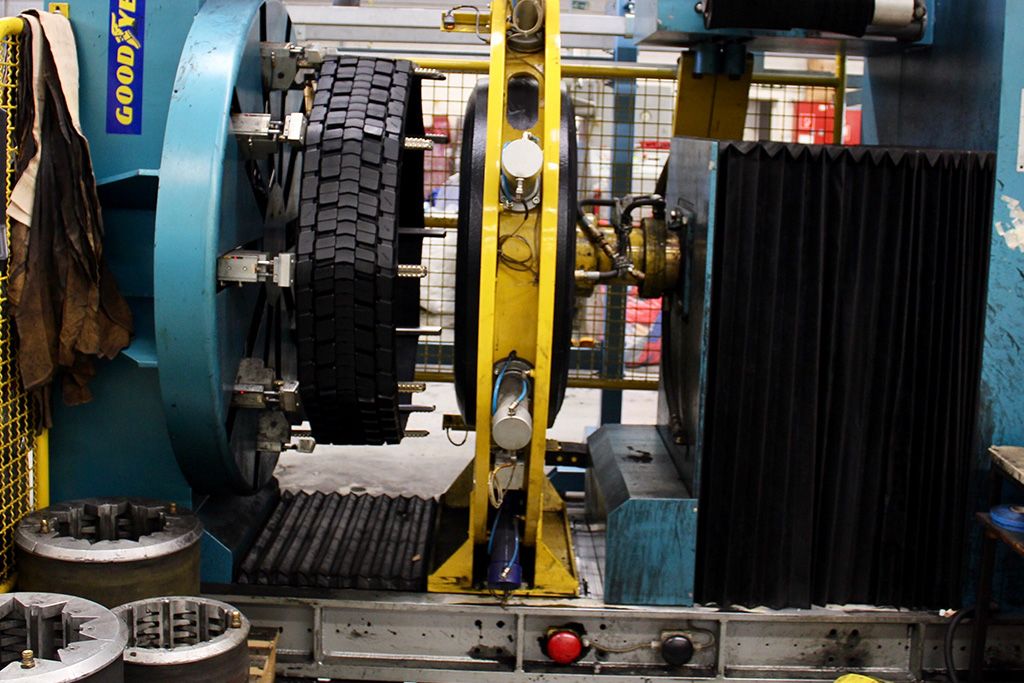
Rauhen
Durch moderne computergesteuerte Rauhmaschinen werden die Karkassen bis auf 1,5mm Restgummi abgerauht.

Schleifen
Ausschleifungen von Gummirissen und kleineren Verletzungen auf der Karkasse.

Reparatur
Reparaturen von Nagellöchern, Durchschlagsverletzungen und Gummireparaturen.

Belegen
Aufbringung der Laufstreifen mit Hilfe moderner computergesteuerter
Maschinen.
Ringtreader
Aufbringen der nahtlosen Laufringe mit Hilfe des Ringtreaders für eine noch bessere Qualität.

Einhüllen
Der Reifen wird durch Innen- und Außen-Envelopes eingehüllt und anschließend unter Vakuum gebracht.

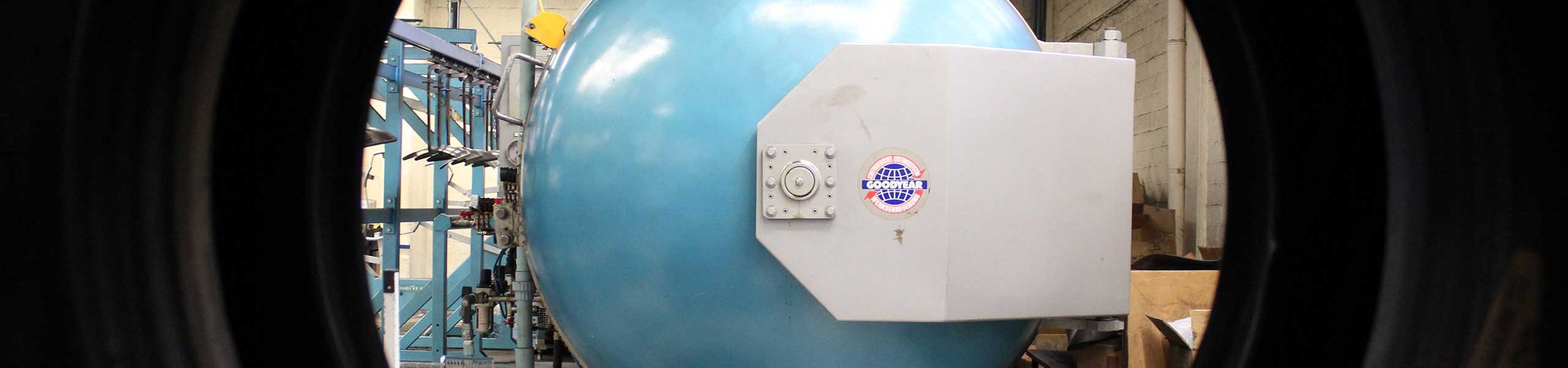
Vulkanisation
Durch die ca. 4-stündige Vulkanisation im Autoklav bei ca. 110°C wird eine Verbindung zwischen Karkasse und Laufstreifen erstellt.

Endkontrolle
Kontrolle der fertigen Reifen durch Sichtprüfungen und einer Luftdruckprüfmaschine.
Falls Sie die Produktion noch etwas näher kennenlernen wollen, laden wir Sie gerne zu einer Werksbesichtigung ein und geben Ihnen eine persönliche Führung.


